Zhengzhou ChangHeYue New Material CO.,LTd

Graphitized recarburizers labeled as “1-5mm” are widely used in metallurgy and foundry industries to adjust carbon content during steelmaking or cast iron production. However, the term “1-5mm” often leads to misconceptions due to variations in particle size distribution and quality standards. This article explains the critical technical aspects to help users make informed decisions.
1. Particle Size Distribution: Beyond the Label
The designation “1-5mm” indicates a nominal range, but actual grain distribution varies significantly between manufacturers:
- Fine-Dominant (1-2mm): Accelerates dissolution in electric arc furnaces (EAFs) but may increase slag formation.
- Coarse-Dominant (3-5mm): Slower dissolution suits ladle furnaces, reducing carbon loss but requiring longer processing times.
- Balanced Distribution: Optimized for specific processes like ductile iron casting, ensuring stable carbon recovery.
Why It Matters:
Uneven distribution can cause inconsistent carbon absorption, excessive slag, or energy waste. For example, overly fine particles may oxidize prematurely, while oversized grains might remain undissolved.
2. Core Quality Metrics for Graphitized Recarburizer
- Fixed Carbon (≥98.5%):
High carbon purity minimizes impurities (ash, volatiles) that degrade metal quality. - Sulfur Content (<0.05%):
Low sulfur prevents brittleness in high-strength steel and ductile iron. - Nitrogen Content (<300 ppm):
Critical for alloys sensitive to nitrogen-induced porosity (e.g., automotive components).
Testing Standards:
- ISO 15349: Measures carbon content via combustion analysis.
- ASTM D4239: Determines sulfur levels.
3. Industrial Applications and Grain Size Selection
- Electric Arc Furnace (EAF) Steelmaking:
Use 1-3mm grains for rapid dissolution during short melt cycles. - Ladle Furnace Refining:
Opt for 3-5mm grains to sustain carbon release during prolonged refining. - Ductile Iron Casting:
A 1-4mm blend ensures uniform carbon dispersion in thin-walled castings.
Case Study:
A foundry reduced slag volume by 20% by switching from a generic “1-5mm” product to a 2-4mm customized recarburizer.
4. Challenges in Production and Quality Control
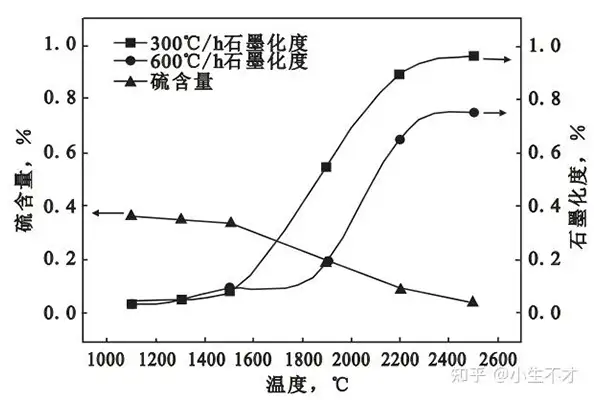
- Graphitization Process:
Temperatures exceeding 2500°C are required to transform amorphous carbon into graphite, affecting dissolution behavior. - Screening Technology:
Rotary vs. vibration sieves impact distribution accuracy. Laser-calibrated systems achieve ±5% tolerance.
Industry Trends:
Growing demand for low-sulfur (<0.03%) and ultra-low nitrogen (<200 ppm) grades in premium alloy production.
Key Takeaways:
- The label “1-5mm” does not guarantee consistent particle distribution.
- Prioritize suppliers that provide detailed sizing reports and comply with ISO/ASTM standards.
- Match grain distribution to your furnace type, process duration, and final product requirements.